Правила монтажа полипропиленовых труб
Монтаж труб из полипропилена: подробная инструкция
Полипропилен – легкий материал, который производится путем полимеризации пропилена (горючего бесцветного газа) в растворителе (пропане, гектане, бензине) при высоком давлении. Поставляется в виде порошка или гранул.
Виды полипропилена – основа при выборе материалов
- – гомополимер полипропилена (PPH) – обладает высокой прочностью при изгибе, но хрупкий при низкой температурой; при помощи различных модификаций ему можно придать антистатичность, прозрачность и огнестойкость;
- – сополимеры (PPC) получают при помощи сополимеризации пропилена и этилена. Эти материалы обладают повышенной прочностью (если сравнивать с гомополимером) и эластичностью. Это:
- – блок-сополимер (PPB);
- – статсополимер (PPR);
- – сополимер полипропилена (random copolymer) PPRC – прочный и легкий материал, устойчивый к кислотам и щелочам, выдерживает температуру от минус десяти до плюс девяносто градусов, при замерзании воды не разрушается;
- – металлоценовый полипропилен (mPP) – может обладать различной тактичностью (свойствами, поведением), в том числе и сходством с резиной.

Сравнение полипропиленовых труб – необходимые данные перед монтажом:
- – трубы из гомополимера РРН (тип 1) – изделия с большим диаметром, которые используются в трубопроводах для вентиляции и холодной воды, а так же для сооружения различных промышленных систем;
- – трубы из блок-сополимера РРВ (тип 2) – обладают повышенной устойчивость к механическим воздействиям, используются главным образом для холодного водоснабжения и теплых полов;
- – трубы из статсополимера PPR (тип 3) – самые популярные, универсальные, так как годятся для холодной и горячей воды, а так же для отопления, рабочая температура до 70 °С. При открытой прокладке необходима оболочка, защищающая от ультрафиолетовых лучей;
- – труба PPs – трудновоспламеняемый полипропилен, верхний предел рабочей температуры 95 °С.
При помощи добавок можно получить совершенно разные полипропиленовые трубы, применение полностью зависит от используемого в производстве вида материала. Кроме материала, характеристики изделий из полипропилена меняют при помощи арматуры. Она может быть из алюминиевой фольги (у наружной поверхности или в середине стенки) или стекловолокна.

Как монтировать полипропиленовые трубы
Подготовка к монтажу:
- – сделать отверстия для труб в перегородках и стенах;
- – отметить местоположение системы;
- – места прокладки очистить от мусора.
- – проверка комплектности трубопровода;
- – проверка маркировки на трубах и фитингах;
- – осмотр внешних и внутренних поверхностей всех элементов;
- – оценка соответствия размеров (в первую очередь – диаметров);
- – проверка оборудования.
Трубы и фитинги с отклонениями от допусков по размерам и технологическими дефектами использовать нельзя. Температура среды во время работы не должна быть ниже пяти градусов.

Правила пайки полипропиленовых труб: согласно двух видов
Пайка полипропиленовых труб может быть двух видов:
Раструбная пайка используется для изделий с небольшим диаметром при помощи паяльника. Температура – 2600 С. После пайки каждого соединения необходимо очистить тефлоновый слой нагревательных элементов. Соединения должны быть:
- – с отклонением от осевой линии не более 5о;
- – без складок и трещин;
- – с валиком, выступающим за торцевую часть муфты.

Стыковая сварка используется, если толщина стенки превышает 4 мм. Перед сваркой необходима обработка торцевателем с целью создания параллельных поверхностей соединяемых элементов. Важный аспект – компенсация линейного расширения при помощи грамотной расстановки опор и монтажа компенсаторов между неподвижными опорами. Ширина П-образного компенсатора не должна быть менее десяти диаметров трубы. Если используется петлеобразный компенсатор, диаметр петли должен ровняться восьми диаметрам трубы.

Кроме пайки, используются фитинги для полипропиленовых труб – разъемные и неразъемные. Для уплотнения резьбы обязательно использование фторопластовой ленты. Для перехода на металлические элементы применяются комбинированные соединительные детали в комплекте с ниппелями и переходными штуцерами.
- – сварочный аппарат с насадками;
- – ножницы или труборез;
- – зачистка или торцеватель;
- – метровик;
- – нож, спирт, ветошь;
- – маркер.

Руководство по монтажу полипропиленовых труб
- – отмерить и отрезать трубу, армированную зачистить, снять фаску;
- – изделия большого диаметра (более 40 мм) требуют очистки окисленного слоя;
- – обозначить маркером глубину сварки и место соединения;
- – очистить и обезжирить свариваемые поверхности;
- – сначала надеть на насадку фитинг (если он не сидит плотно, его нужно отбраковать), потом трубу;
- – время нагревания определяется по специальной таблице;
- – после окончания нагревания на трубу надеть фитинг, на 20 – 30 секунд зафиксировать (пока шов частично охладится).
Монтаж полипропиленовых труб
Инструкция по монтажу стояков
Кроме пайки, необходим монтаж стояков и крепление полипропиленовых труб к стене или другой поверхности. Стояки прокладываются по разметке, произведенной согласно проекту. Должно быть отмечено, где расположатся раструбы и хомуты. Стояк предварительно собирается и укладывается в штроб или вдоль стен. Хомут для труб полипропиленовых крепится к стене при помощи дюбелей. Стояк закрепляется путем стягивания полдуги хомута.
Канализационные стояки имеют одинаковый диаметр по всей длине и всегда прокладывают вертикально, снизу вверх. Для чистки устанавливаются ревизии (примерно метр от пола). Монтируя канализацию, следует помнить, что для нее необходим вентиль для полипропиленовых труб (обратный клапан), который может быть установлен на общую трубу или на каждый прибор. Хотя одним клапаном можно обойтись только в небольшом доме.
Крепеж для полипропиленовых труб
Существует три вида крепежа для полипропиленового трубопровода:
- – металлические хомуты с винтовым креплением;
- – полипропиленовый крепеж (с ремешком или без ремешка);
- – крепеж из поливинилхлорида.
Хомуты оснащены резиновыми прокладками:
- – компенсирующими тепловое расширение;
- – снижающими вибрацию;
- – предохраняющими от механических повреждений.
Для крепления системы к стенам и потолкам используются опоры для полипропиленовых труб (фиксированные и скользящие). Фиксированная опора не дает трубе двигаться и направляет линейное расширение к компенсатору. Расстояние между порами определено нормативными документами. Для потолков рекомендуются скользящие опоры с ремешком, расположенные с интервалом, не превышающим 20 – 30 диаметров.

Для запора движения воды в системе используются шаровые краны для полипропиленовых труб. Они должны быть установлены у каждого прибора при помощи резьбового соединения. Полипропиленовые трубы не подвергаются образованию ржавчины или других отложений, не шумят во время эксплуатации, при внутреннем монтаже не требуют изоляции. Монтаж полипропиленовых труб (инструкция выше) не требует больших затрат труда и времени.


Для горячей воды и отопления лучше использовать армированные материалы.
При монтаже резьбовых соединений недопустимо применение газового ключа.
Описание правил монтажа полипропиленовых труб
 Рано или поздно владельцы домов старых построек сталкиваются с необходимостью замены водопровода, в связи с приходом его в негодность. В качестве альтернативы чаще всего выбирают полипропилен. Если внимательно изучить правила монтажа полипропиленовых труб , можно выполнить данную работу, не привлекая специалистов.
Рано или поздно владельцы домов старых построек сталкиваются с необходимостью замены водопровода, в связи с приходом его в негодность. В качестве альтернативы чаще всего выбирают полипропилен. Если внимательно изучить правила монтажа полипропиленовых труб , можно выполнить данную работу, не привлекая специалистов.

Выбор труб для водоснабжения
Изделия из полипропилена подразделяются по номинальным параметрам давления на три разновидности: 10, 16 и 20 бар и маркируют PN. Заготовки усиливают стекловолокном или алюминием и изготавливают с различной толщиной стенок. В качестве стояков подачи холодной воды используются заготовки PN 10. PN 16 подходят для использования в качестве стояков горячего водоснабжения и напольного отопления. Армированные изделия PN 20 применяют для стояков подачи горячей воды и отопления.
Изделия некоторых производителей имеют обозначения PPH, PPB и PPR. Первые применяют для стояков подачи холодной воды. Вторые обладают высокой прочностью и подходят для устройства отопительных систем и холодного водоснабжения. И третьи — PPR обладают стойкостью к повышенным температурам и отлично держат форму, поэтому применяются для отопления и стояков, как холодной, так и горячей воды. Из всех видов изделий они являются наиболее универсальными.
Правила монтажа новых полипропиленовых труб предполагают в качестве соединительных фитингов применение изделий с резьбой и фитингов для стыковки методом сварки. Как правило, при монтаже системы применяются оба типа фитингов: около бытовых приборов целесообразнее соединять конструкцию при помощи резьбы, а изгибы трубопровода выполнять неразъемным соединением.
Для стыковки изделий различных диаметров предназначены переходники, которые оснащены с разных концов резьбой с внешней или внутренней стороны и фитингом для сварки.


Подготовка к монтажу
Устанавливая полипропиленовые изделия, необходимо предварительно осматривать их и не использовать те, которые имеют всевозможные повреждения. Поверхность заготовок не должна быть пыльной и грязной, следует избегать воздействия на них открытого огня. Работы проводят при температуре не менее +5 о С. На полипропиленовых изделиях резьбу не нарезают.
Пайка полипропиленовых изделий производится при помощи полифузного ручного сварочного аппарата, оснащенного тефлоновыми насадками, также понадобится труборез. Отрезать заготовку можно и при помощи ножовки, но в этом случае обязательно зачищаются заусенцы на концах.

Правила монтажа полипропиленовых труб
Теперь непосредственно о правилах монтажа полипропиленовых труб . Для начала отрезаются заготовки необходимой длины строго под прямым углом и намечается маркером глубина сварки. При этом заготовка входит в фитинг не до конца, а с зазором в 1 мм, чтобы избежать в месте соединения сужения прохода. Время нагрева выдерживается в соответствии с диаметром заготовки: чем он больше, тем длительнее время нагрева. По краям изделие зачищается от заусениц и обезжиривается при помощи спирта. Выбирается необходимый диаметр тефлоновых насадок и сварочный аппарат нагревается до температуры 260 градусов. Только после этого соединяемые элементы насаживаются на аппарат с определенным усилием, но, не проворачивая их.
Насадки подобраны неправильно, если заготовки надеваются слишком легко. Отсчет времени нагрева начинается, когда детали надвигаются на насадку. Выдержав определенное время, соединенные элементы снимаются. При этом потребуется приложить несколько большее усилие, чем при насаживании деталей. Теперь ровно, без перекосов, труба вставляется в фитинг до намеченной маркером отметки. Делать это нужно достаточно быстро, а затем дать время заготовке остыть для крепкого схватывания шва. В случае, если соединить детали необходимо сразу на месте, то применяют фиксирующие приборы, что исключит провисание конструкции. Правильная разводка трубы в ванной комнате должна соответствовать нормативным требованиям.
Изучив правила монтажа полипропиленовых труб , можно произвести данные работы самостоятельно. Даже не имея навыков их выполнения, при наличии сварочного аппарата, это не вызовет особых затруднений, главное – проверить в конце целостность системы и убедиться в отсутствии подтеканий.
Монтаж трубопроводных систем из полипропилена
Широкое использование труб и фитингов из полипропилена для систем холодного и горячего водоснабжения обусловлено не только их хорошими эксплуатационными свойствами, но и достаточно простым и экономичным монтажом. Монтаж неармированных ПП труб несколько проще, чем армированных, но первые имеют достаточно большой коэффициент линейного расширения, поэтому для обеспечения более высокой надежности всей трубопроводной системы, особенно в горячем водоснабжении, целесообразно использовать трубы, армированные стекловолокном.
Полипропиленовые трубы Политэк со стекловолокном имеют трехслойную структуру со средним слоем компаунда (смеси), в котором находится премикс стекловолокна и полипропилена. Все три слоя такой трубы обладают практически одинаковыми характеристиками, влияющие на качество сварки. Поэтому, при соблюдении технологии сварочных работ, армированные трубы надежно стыкуются по всей торцевой плоскости.
Проектирование трубопроводных систем из армированных полиэтиленовых труб и их монтаж необходимо выполнять с учетом изменения их размеров при нагревании — труба должна свободно перемещаться в пределах расчетного значения линейного расширения. Это достигается установкой температурных компенсаторов и правильной расстановкой опор (креплений).
Расчёт изменения длины трубопровода при изменении его температуры производится по формуле:
где ΔL — изменение длины трубопровода при его нагреве или охлаждении; а — коэффициент теплового расширения мм/м °С; L — расчётная длина трубопровода; Δt — разница температуры трубопровода при монтаже и эксплуатации °С (°К).
Величину температурных изменений длины трубы лучше всего определять по специальным таблицам. Компенсацию тепловых удлинений, решают, используя углы поворота, скользящие и неподвижные опоры, а также готовые компенсаторы. В неподвижных опорах труба жёстко крепится хомутом через резиновую прокладку, а в скользящих опорах фиксаторы позволяют трубе перемещаться в осевом направлении.
В зависимости от общей конструкции системы горячего или холодного водоснабжения для компенсации линейного расширения труб могут использоваться:
- Г-образные (угловые) компенсаторы;
- П и U-образные компенсаторы;
- О-образные компенсаторы.
Принципиальные схемы таких компенсаторов представлены на этих рисунках:
Рисунок 1. Г-образный компенсатор / расчетная схема П и U-образного компенсатора / О-образный компенсатор
НО – неподвижная опора;
СО – подвижная опора;
b – расстояние между стенками компенсатора по наружному диаметру;
Lно – расстояние между краями неподвижных опор;
Lсо – расстояние между краями подвижных опор;
L пруж. уч. — длина пружинящего участка.
Основные правила прокладки трубопроводов из полипропилена:
Крепление полипропиленовых трубопроводов
Крепление трубопроводов выполняется на кронштейнах, опорах и подвесах. При проектировании трубопроводы разделяются на отдельные участки, путем распределения точек жёсткого крепления. Этим предотвращается не контролируемое перемещение трубопроводов и гарантируется их надёжная фиксация. Точки жёсткого крепления рассчитываются и выполняются с учётом действия сил, возникающих при расширении трубопроводов, а также дополнительных нагрузок.
Скользящие или направляющие крепления должны позволять перемещения трубы в осевом направлении, исключая при этом механические повреждения труб.
Неподвижные опоры необходимо размещать так, чтобы температурные изменения длины участка трубопровода между ними не превышали компенсирующей способности отводов и компенсаторов, расположенных на этом участке и распределялись пропорционально их компенсирующей способности. В тех случаях, когда температурные изменения длины участка трубопровода превышают компенсирующую способность ограничивающих его элементов, на нём необходимо установить дополнительный компенсатор.
Запорную и водоразборную арматуру во избежание передачи их веса трубопроводу необходимо жёстко закреплять на строительных конструкциях. При монтаже труб на стенах и потолках не рекомендуется использовать неподвижные опоры. Неподвижные опоры, как правило, фиксируют тяжёлые трубные узлы или тяжёлые элементы трубопровода, не имеющие собственных креплений (например, фильтры или краны).
Для потолочных креплений удобно использовать подвижные (скользящие) опоры. Количество опорных точек крепежа трубопровода зависит от температуры и плотности перекачиваемой жидкости и характеристики труб.
Особенности монтажа труб PPR для холодного водоснабжения
Если температура эксплуатации не отличается от температуры установки более чем на 20°С, то никаких дополнительных мероприятий, по сравнению с прокладкой труб из других видов материалов, осуществлять не нужно. Для систем холодного трубопровода монтаж труб PPR не имеет особенностей, по сравнению с любыми другими видами пластиковых и металлических трубопроводов.
Особенности монтажа труб PPRC для горячего водоснабжения
Прокладка по стене или в открытых шахтах осуществляется с использованием петлеобразных или П-образных полипропиленовых компенсаторов. Вокруг колен и тройников на вертикально и горизонтально расположенных трубах, установленных «в стене» под штукатуркой, необходимо оставлять пространство в 3-4 см. Так как удлинение трубы происходит в осевом направлении, то необходимо обеспечить свободное пространство до ближайшего препятствия не менее 7 мм на каждый метр длины прямолинейного участка. В случае если на компенсируемом участке имеются боковые отводы, на расстоянии не менее 1 метра от соединения должен быть обеспечен зазор в направлении предполагаемого удлинения трубы, равный этому удлинению.
Особенности монтажа армированной трубы PPR
Армированная труба имеет линейное расширение в 5 раз меньше, чем неармированная. Это предполагает наличие гораздо меньшего числа температурных компенсаторов. Для систем армированных трубопроводов большой протяженности целесообразна прокладка армированных труб в штробу или в специальном футляре.
Особенности монтажа комбинированных фитингов PPR
Комбинированные фитинги PPR нельзя соединять с резьбовыми деталями с конической и метрической резьбой (применяются на чугунных фитингах и на фитингах клеевого ПВХ). Необходимо применять только соединения со стандартной трубной (дюймовой) резьбой. Оптимальными уплотнителями резьбы являются ФУМ-лента или льняная подмоточная нить с уплотняющей пастой.
При монтаже систем отопления рекомендуется применение только подмоточной нити — нанесенная на нее паста полимеризуется и дополнительно герметизирует стык. Соединение комбинированных фитингов должно выполняться с использованием ременного ключа, который обеспечивает дозированное усилие при затяжке.Для монтажа удобно использовать набор гаечных ключей большого размера с узким профилем.
Соединения трубопроводов из полипропилена
Традиционным способом соединения напорных трубопроводов из полипропилена является сварка, заключающаяся в нагреве деталей до вязкотекучего состояния, соединения их под некоторым давлением, и последующем охлаждении деталей до образования неразъёмного соединения — сварного шва. Наиболее часто применяющимся методом сварки является раструбная сварка, при которой производится соединение концов труб через промежуточную деталь.
Последовательность сварки полипропиленовых труб
- при работе, в случае необходимости, сменные нагреватели очищаются от налипшего материала;
- для обеспечения качественного соединения деталей, следует избегать повреждения покрытия насадок;
- категорически запрещается охлаждать сварочный аппарат водой.
Сварка термопластов сопровождается обязательным выдавливанием в месте сварного шва расплава материала, называемого гратом. При раструбной сварке грат выходит на наружную поверхность трубы и внутреннюю поверхность соединительной детали.
Необходимо отметить, что марки полипропилена различных производителей различаются между собой по композиционному составу, поэтому в случае сварки труб и деталей разных производителей для получения гарантированного соединения перед началом основных работ необходимо провести пробную сварку.
ДОМОСТРОЙСантехника и строительство
- Воскресенье, 8 20 ноября15 1:46
- Автор: Sereg985
- Прокоментировать
- Рубрика: Разводка
- Ссылка на пост
- http://firmmy.ru/

При упоминании о благоустройстве у большинства возникают ассоциации с водоснабжением. И это не случайно, именно подача в дом воды делает нашу жизнь более комфортной. Традиционные способы обустройства системы с прокладкой металлических труб благополучно уходят в прошлое. Сегодня все чаще монтируется водопровод из полиэтилена: своими руками такую конструкцию сможет собрать даже начинающий сантехник. Правильно установленная система прослужит более пятидесяти лет, а затраты на ее обустройство будут минимальными.
Подготовительный этап — подбор деталей
Выбирать комплектующие для водопровода нужно с учетом условий эксплуатации деталей. Определяющими факторами считаются рабочее давление системы и температура транспортируемой жидкости. Полипропиленовые трубы выпускаются в нескольких вариантах, каждый из них предназначен для работы в определенных условиях. Их можно различить по маркировке:
- PN10 – подача только холодной воды;
- PN16 – транспортировка холодной и горячей воды;
- PN20 – подача горячей воды и обустройство отопительных систем;
- PN25 – для отопления.
Если температура транспортируемой жидкости превышает 60°С, полипропиленовые трубы расширяются и провисают. Поэтому марки PN20 и PN25 армируются стекловолокном или алюминиевой фольгой, что обычно не требуется при обустройстве водопровода. Для этих целей выбирают первые две модификации труб.
Подобрав детали необходимой марки и нужного диаметра, внимательно осмотрите изделия. Качественная труба на срезе будет круглой формы. Толщина стенки по всему диаметру остается неизменной. Нет никаких шероховатостей или наплывов. Это же можно отнести и к фитингам. Попробуйте состыковать трубу и фитинг одного диаметра. Без нагрева это должно быть невозможно сделать. Если это не так – перед вами явный брак. Качественные детали даже после нагрева стыкуются с достаточным усилием.
Особенности проектирование системы
Самостоятельный монтаж водопровода из пластиковых труб требует составления подробной схемы. Если за дело берется неопытный строитель, лучше попросить помощи у тех, кто уже сталкивался с подобными работами. Очень важно составить проект трубопровода так, чтобы в нем было минимальное количество изгибов и пересечений. Так же важно постараться разработать схему таким образом, чтобы протяженность трубопровода была наименьшей, а сам он был эргономичный.
Начинаем выполнение проекта с выбора варианта исполнения. Подключение основной магистрали к различным сантехническим устройствам может выполняться закрытым или открытым способом. Первый вариант более сложный и потребует профессионального исполнения и очень точного расчета. Предполагается, что все трубы, которые будут убираться в стену, выполняются из единого куска, без стыков. Места соединений обязательно должны быть доступными для осмотра и профилактических работ.
Гораздо более простой вариант – открытая разводка. Она предполагает монтаж труб в вертикальных плоскостях по углам помещения, в горизонтальных – по уровню пола. Такой метод выбирается с целью сделать разводку наименее заметной. Открытая система кроме простоты монтажа имеет еще одно важное достоинство: легкость в обслуживании и ремонте. Кроме того в случае протечки ее всегда можно будет вовремя заметить и ликвидировать. Разводка для водоснабжения может быть выполнена разными способами.
Вариант #1 — последовательная разводка
Последовательная или, как ее еще называют, тройниковая система предполагает последовательное подведение трубопровода от основной магистрали к точкам водопотребления. От стояка с вводным запорным устройством должны отходить две трубы: с холодной и с горячей водой. От них с помощью тройников организуются отводы ко всем точкам потребления. Главные преимущества такого способа – экономичность, так как используется минимальное количество материалов, и простота в монтаже.
К числу недостатков можно отнести зависимость устройств-потребителей друг от друга. То есть если водопровод из полипропилена будет организован таким способом, для отключения одного прибора придется перекрывать всю систему. Этот негативный фактор можно нейтрализовать, установив запорную арматуру на каждую ветку. Кроме того при одновременном включении нескольких точек возможны перепады давления. Тройник – достаточно объемный узел и не всегда можно найти подходящее для него место в санузле.

Последовательная разводка водопровода — самый экономичный вариант, который потребует наименьшего количества материала и минимальных денежных затрат. Однако для обслуживания одной точки водоразбора придется отключать всю систему
Вариант #2 — параллельная или коллекторная система
Параллельная разводка предполагает наличие в конструкции коллектора, устройства с единственным вводом и несколькими выводами, их количество соответствует числу точек водопотребления. Каждый водоразбор подключается к индивидуальному выводу. Достоинства такой системы очевидны: для обслуживания и ремонта нет необходимости отключать всю систему. Вода распределяется равномерно на все точки потребления, поэтому даже в момент перепадов давления все приборы получают одинаковое количество воды.
Все приборы управления системой собраны в одном месте – в коллекторном шкафу. Есть возможность поставить на выходы приборы учета или регулятор давления для обеспечения заданного напора воды в конкретное сантехническое устройство. Недостатки – большое количество разводок и, как следствие, более высокая стоимость системы, трудоемкость монтажных работ.
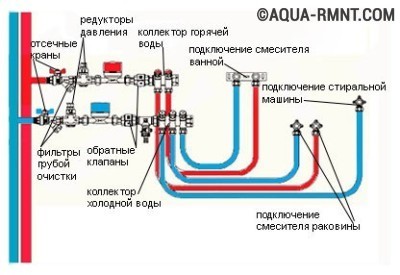
Параллельная разводка требует наличия коллектора, устройства с одним входом и несколькими выходами. Их количество соответствует числу потребителей воды. Наличие коллектора дает существенные преимущества системе
Правила монтажа полипропиленовых труб
Перед началом работ, сверяясь со схемой, нарезаем фрагменты труб нужной длины. Для работы используем только специальный инструмент. Проверяем наличие необходимых деталей. Нужно знать, что для стыков труб и перехода на другой диаметр используются специальные муфты, для поворотов и обхода препятствий – уголки, чтобы обогнуть трубу нужно применить обвод. Так же используются тройники, заглушки и крестовины. Все эти модели фитингов выпускаются в различных размерах, поэтому следует внимательно изучить схему водоснабжения перед покупкой.
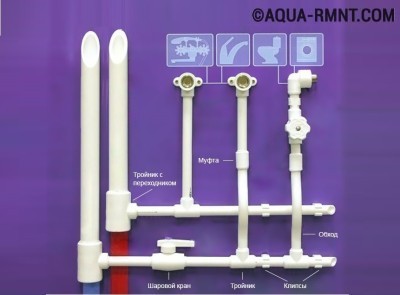
Для обустройства водопровода из полипропилена используются не только трубы, но и множество дополнительных соединительных элементов, которые называются фитинги
Для фиксации труб на стене используются клипсы. Их располагают на расстоянии 1,5-2 м для прямых отрезков и в местах угловых соединений. Если трубы лежат одна над другой берут двойные клипсы. Стояки крепятся металлическими хомутами с резиновыми прокладками. Элемент огибает трубу, образуя кольцо. Оно закручивается с помощью болта и гайки. Специалисты рекомендуют устанавливать поворот внутреннего угла горячего трубопровода на расстоянии около 3-4 см от стены. А наружный угол, наоборот, располагать чуть ближе.
Фрагменты полипропиленовых труб с помощью сварки соединяют в нужном порядке. Для этого очищают и обезжиривают срез трубы. Выбирают насадки для паяльника, так же обезжиривают их. Затем устанавливают детали в прибор и разогревают оборудование до 260С. Как только погаснут лампочки на корпусе, можно приступать к сварке.

Резка и соединение полипропиленовых деталей производится с помощью специальных инструментов. При отсутствии соответствующего навыка следует немного потренироваться на обрезках труб прежде, чем приступать к работе
Трубу и фитинг устанавливают на предназначенные для них места до упора. Выждав время для разогрева деталей, оно определяется диаметром изделий, их снимают. Затем быстрым и точным движением совмещают фитинг и трубу, продвигая ее до упора. Вращать элементы в процессе соединения строго запрещено. Некоторое время разогретые детали сохраняют пластичность, поэтому их необходимо зафиксировать до полного остывания. В результате получается монолитная прочная деталь.
Практика показывает, что монтаж пластикового водопровода вполне может выполнить самостоятельно даже неопытный сантехник. Потребуется знакомство с технологией сварки и небольшой навык в работе, который легко получить, немного потренировавшись на обрезках труб. Внимательное изучение инструкций и последующее их точное выполнение гарантирует качество монтажа, которое позволит обеспечить бесперебойную подачу воды.
Статьи
Правила монтажа труб из полипропилена
Опубликовано в рубрике
МОНТАЖ ТРУБОПРОВОДОВ ИЗ КОМБИНИРОВАННЫХ ПОЛИПРОПИЛЕНОВЫХ ТРУБ
1. Монтаж водопроводов из труб PP-R80-GF, PP-R80-AI и деталей из PP-R80 следует производить с учетом общих требований СНиП 2.05.01-85, СНиП 2.04.05-91, СНиП 3.02.01-85 (с изм.), СП 40-101-96 и СП 40-102-2000.
2. Монтаж водопроводов из труб PP-R80-GF и систем отопления из труб PP-R80-AI следует производить по проекту производства работ и технологическим картам, разрабатываемым в установленном порядке монтажной организацией.
3. Перед монтажом и сваркой труб PP-R80-GF, PP-R80-AI и соединительных деталей из PP-R80 монтажной организацией для каждой партии труб и деталей следует выполнять входной контроль качества, предусматривающий контроль наличия сопроводительной документации, включая санитарно-эпидемиологическое заключение и сертификат соответствия (техническое свидетельство), осмотр труб и деталей для установления маркировки, а также трещин, сколов, рисок и других механических повреждений, выборочный контроль наружного диаметра и толщин стенок труб и внутренний диаметр муфтовой части соединительных деталей.
4. Монтаж трубопроводов из труб PP-R80-GF и PP-R80-AI следует проводить при положительной температуре.
5. При монтаже водопроводов неразъемное соединение труб PP-R80-GF и систем отопления из труб PP-R80-AI следует выполнять преимущественно с помощью деталей из PP-R80 контактной тепловой сваркой враструб.
6. Технология проведения сварочных работ включает подготовительные и собственно сварочные работы.
Подготовительные работы включают:
- разметку и ровную обрезку труб под прямым углом к оси трубы;
- снятие на конце трубы фаски под углом 30 ° глубиной 1 мм;
- обезжиривание ацетоном наружной поверхности конца трубы длиной, равной диаметру трубы и внутренней поверхности муфтовой части соединительной детали;
- нанесение метки (карандашом) на конец трубы на следующих расстояниях от торца для диаметров (мм):
- 20 – 14 мм; 25 – 15 мм; 32 – 17 мм; 40 – 18 мм; 50 – 20 мм; 63 – 24 мм; 75 – 26 мм; 90 – 29 мм; 110 – 33 мм;
- обезжиривание рабочих поверхностей нагревательных элементов сварочного устройства;
7. Для разрезки труб PP-R80-GF и PP-R80-AI следует использовать специальные ножницы или режущие приспособления, обеспечивающие ровную отрезку труб под прямым углом (с отклонением не более 0,5 мм); специальный инструмент следует использовать и для снятия фасок на концах труб PP-R80-GF и PP-R80-AI.
Примечание: Допускается использование ножовок и шаблонов для отрезки труб, а для снятия фасок – рашпилей.
8. При контактной тепловой сварке враструб труб PP-R80-GF и PP-R80-AI требуется соблюдать следующий технологический режим:
– температура рабочих поверхностей нагревательных элементов при сварке не должна превышать 260 (+5 °)С;
9. При выполнении операции нагрева и оплавления не следует допускать несоосности труб и рабочих элементов нагревательного устройства и перегиба более 3 °С.
10. При сопряжении оплавленных частей труб PP-R80-GF и РР-R80-AI и соединительных деталей из PP-R80 запрещается их вращение относительно оси.
11. Для сварки труб PP-R80-GF и PP-R80-AI и соединительных деталей из PP-R80 в построечных условиях следует использовать электронагревательный инструмент с терморегулятором, обеспечивающий поддержание температуры сварки с точностью не менее ±5 °С при напряжении 36 В.
Примечания: 1) Допускается применение электронагревательного инструмента с электропитанием напряжением 220 В, оборудованным автоматическим защитно-отключающим устройством (ЗОУ).
2) При сварке трубозаготовок из труб PP-R80-GF и PP-R80-AI в заводских условиях допускается использование электронагревательного инструмента с напряжением 220 В.
12. Контактную тепловую сварку враструб труб PP-R80-GF и PP-R80-AI диаметром до 40 мм включительно допускается производить вручную.
При сварке труб большего диаметра следует использовать для стыковки труб специальные центрирующие приспособления.
После сварки труб PP-R80-GF и PP-R80-AI должен осуществляться контроль качества сварных соединений, включающий проверку:
- прямолинейности в месте стыка (отклонение не должно превышать 5°);
- равномерности по окружности валика сварного шва у торцов деталей из PP-R80;
- отсутствия трещин, складок и других дефектов в деталях из PP-R80, вызванных перегревом.
4.13. Контактную сварку враструб труб PP-R80-GF и PP-R80-AI следует выполнять при температуре наружного воздуха не ниже 0 °С.
Примечание: При необходимости выполнения сварочно-монтажных работ при температуре наружного воздуха ниже 0 °С сварку труб следует производить в обогреваемых помещениях.
14. Неразъемные соединения труб PP-R80-GF и PP-R80-AI, особенно выполнение монтажных труб в малоудобных стесненных условиях, следует производить преимущественно электроимпульсной сваркой с помощью муфт из PP-R80 с электрозакладными спиралями.
15. При электроимпульсной сварке свариваемые поверхности трубы и муфты следует обезжирить ацетоном, вставить концы труб в муфту до упора и зафиксировать соединение для исключения изгиба труб и муфты или выхода концов труб из муфты.
16. Электроимпульсную сварку труб PP-R80-GF и PP-R80-AI следует производить при температуре наружного воздуха не ниже минус 5 °С.
17. Для электроимпульсной сварки труб PP-R80-GF и PP-R80-AI следует применять специальный сварочный аппарат, автоматически отключающий электроимпульс после окончания сварки, руководствуясь специальной инструкцией, прилагаемой к сварочному аппарату.
18. К сварке труб PP-R80-GF и PP-R80-AI и деталей из PP-R80 должен допускаться рабочий персонал, имеющий удостоверение на право производства сварочно-монтажных работ с трубами из термопластов.
19. Разъемные соединения на резьбе комбинированных деталей из PP-R80 со стальными трубами или арматурой следует выполнять преимущественно вручную или с использованием трубных ключей с регулируемым моментом.
20. Уплотнение резьбовых соединений рекомендуется выполнять лентой ФУМ или силиконовым герметиком.
21. При закреплении стояков водопровода и отопления из труб PP-R80-GF и PP-R80-AI следует применять хомутовые металлические опоры с резиновыми прокладками на хомутах.
При закреплении разводок водопровода санитарно-технических узлов рекомендуется применять скользящие опоры из полипропилена.
22. Устройство неподвижных опор следует выполнять на трубах PP-R80-GF и PP-R80-AI согласно СП 40-101-96 с помощью приварки 2-х соединительных муфт из PP-R80 и хомутовой металлической скользящей опоры, жестко прикрепляемой к строительным конструкциям.
23. При скрытой прокладке водопроводов из труб PP-R80-GF замоноличиванием бетоном или цементно-песчаным раствором трубы должны иметь теплоизоляцию из эластичного пенопласта.
24. При бетонировании смонтированных систем хладопроводов из труб PP-R80-GF и PP-R80-AI в процессе твердения бетона рекомендуется пропускать по хладопроводу этиленгликоль, охлажденный до температуры 0 °С.
25. Водопроводы из труб PP-R80-GF и систем отопления из труб PP-R80-AI после монтажа должны быть испытаны в соответствии со СНиП 3.02.01-85, СП 40-101-96, СП 40-102-2000 и ВСН 69-97.
Гидравлические испытания водопроводов из труб следует производить не раньше, чем через 16 ч после сварки последнего соединения.
26. Величину гидравлического пробного испытательного давления следует принимать равным 1,5 максимально возможного избыточного рабочего давления в трубопроводе.
Испытательное давление должно поддерживаться в течение 30 мин, после чего в течение 10 мин наблюдают за потерей давления.
Водопровод из труб PP-R80-GF считается выдержавшим испытания, если через 10 мин. при испытательном давлении величина падения давления не превысила 0,05 МПа и при этом не будет обнаружено капель в сварных швах труб, резьбовых соединениях, арматуре и утечки воды через смывные устройства.
27. По окончании гидравлических испытаний должна быть произведена в течение 3 ч промывка водопровода из PP-R80-GF труб проточной водой.
28. Испытание систем отопления из труб PP-R80-AI:
- После проведения монтажных работ следует провести испытание системы на герметичность при давлении, превышающем рабочее в 1,5 раза, но не менее 0,7 МПа.
- При подготовительных работах перед опрессовкой системы необходимо: отключить (временно снять) предохранительные клапаны безопасности, регулировочные клапаны, датчики и др., если допустимое давление указанной арматуры меньше величины пробного давления; отключенные элементы заменить заглушками или отключающими запорными клапанами, допустимое давление для которых больше величины пробного давления; подключать к системе манометр с точностью 0,01 МПа.
- Гидравлические испытания необходимо проводить при постоянной температуре в два этапа:
1 этап – через каждые 10 мин в течение 30 мин дважды поднимать давление до расчетной величины. В последующие 30 мин падение давления в системе не должно превышать 0,06 МПа.
2 этап – в последующие 2 ч падение давления (от давления, достигнутого на 1-м этапе) не должно быть больше, чем 0,02 МПа.
Монтаж полипропиленовых труб: краткое руководство
Приступая к пайке своими руками, вы должны четко знать время размягчения труб. Это важно особенно при отсутствии опыта подобных работ.
И просмотра видео инструкций по сварке пластика, для понимания этого вопроса – недостаточно. В частности, разная труба (зависит как от диаметра, так и от состава) имеет разное время размягчения: разница в секунды, но и их достаточно, чтобы перегреть трубу и получить запаянное непроходное соединение, либо недогреть и получить негерметичный стык.
Поэтому, если опыта нет, берете пару отрезков полипропиленовой трубы, несколько сгонов (достаточно пары муфт) и тренируетесь.
Преимущества
Все большее применение их объясняется следующими преимуществами:
- монтаж труб из полипропилена осуществляется значительно быстрее, чем из других материалов;
- отсутствуют образование коррозии и опасность уменьшения сечения труб в процессе эксплуатации;
- высокая устойчивость к нескольким циклам замерзания при наличии рабочего давления;
- длительный (не меньше 50 лет) срок эксплуатации в условиях водоснабжения холодной водой;
- полная экологическая безопасность.
Разметка на стене
Продумав схему, по которой будете размещать трубопроводы, выполните разметку. Замеряйте необходимые расстояния и отрежьте трубы с напуском в 1-1,5 см, в зависимости от глубины паяльных насадок («чашек»).

Укрепите хомуты (защелки крепления) по стене вдоль линии будущего трубопровода – это облегчит задачу измерения. Крепления можно разместить с шагом 60-80 см.

Разметка стен и труб
Если у вас сильный напор воды (помещение находится рядом с вводом в здание), то необходимо размещать крепления через каждые 40 см. Это исключит вибрации труб при перепадах давления во время подключения или снижения разбора воды соседями.
При уменьшении водоразбора соседями, увеличивается нагрузка на вашу часть водопровода: при открытии кранов, использовании слива унитаза могут быть гидравлические удары, которые и вызывают вибрации (актуально для первых этажей многоэтажек).
Также необходима четкая разметка самих труб: при обрезке ножницами, часто срез идет на косую, добавляя к вашей трубе еще 2-5 мм (в зависимости от диаметра и качества ножниц). Даже качественные ножницы при резке незначительно «уводят» срез.
Старайтесь обрезать как можно точнее, чтобы в итоге не допаивать участки. При монтаже своими руками, особенно в первый раз, эти тонкости следует учитывать.
Разметка трубы и фитинга
Монтаж труб ПВХ по меткам
На качественном дорогом пластике всегда есть метки вдоль трубы и фитингов для соблюдения соосности элементов. Такой пластик удобно паять «по месту». Если таких элементов нет – нанесите их маркером – он лучше всего рисует на полипропиленовой трубе.
Монтаж недорогой продукции (производитель экономит на всем – на метках тоже) сопряжен с большим риском получения неточностей. И каждая погрешность потом приводит к тому, что в итоге необходимо перепаивать трубопровод своими натруженными руками: обрезать и ставить муфту-соединитель для удлинения.
Чтобы этого избежать – под линейку отбейте одну осевую. Делается это просто: ложатся рядом две трубы (одна –та что для пайки, вторая – для опоры) вдоль ровного профиля (например для ГКЛ).
Обрезка полипропиленовой трубы
Линейка приставляется вплотную к профилю и опускается на трубы. По краю линейки делаются метки вдоль участка, подготовленного к монтажу. Достаточно двух меток по краям. Если участок длинный, а меток нет, то лучше выполнить пайку «по месту»: установить отрезок в подготовленные крепления и после припаять остальные участки.
Пайка сложных участков со многими поворотами также должна выполняться по разметке. Позаботьтесь о наличии плоской ровной поверхности, на которой можно будет проверить (оценить) соосность и перпендикулярность спаянных труб. Например, такой поверхностью не может быть старый деревянный или плиточный пол – на них много перекосов. А пол-листа гипсокартона, фанеры вполне подойдет.
Ни в коем случае не нарезайте все участки полипропиленовой трубы сразу: даже мастера с опытом не могут себе такого позволить. Постоянная проверка, примерка и поэтапное сваривание трубопровода – вот залог успеха.
Пайка полипропиленовой трубы
Для монтажа приготовьте все необходимое сразу: разложите перед собой все детали, которые необходимо спаять метками к себе. Вставьте детали в «чашки» сварочного аппарата, выдержите 4-5 секунд.
Снимите, и четко по меткам вставьте детали одна в другую на разогретую глубину. Зафиксируйте руками и выдержите около 10 секунд – этого времени достаточно для получения крепкого шва.
Вид изнутри у спаянной полипропиленовой трубы
Важно! Только что спаянный узел откладывают до полного остывания: свежее смонтированный полипропиленовый участок снова нагревать нельзя, можно нарушить как геометрию соединения, так и его надежность.
Смонтируйте другой участок, потом возвращайтесь к остывшему, и продолжайте монтаж. В сети масса материалов на эту тему – просмотрите несколько видео роликов для внесения ясности в эти вопросы.
Пайка полипропиленовой трубы
Участки со сложным рисунком и обилием отводов или поворотов на коротких расстояниях (для бойлеров, гребенок) монтируются «на земле» с постоянной примеркой.
В местах вывода точек подключения сантехнического оборудования оставляются патрубки запаянные пробками. Не экономьте на пробках – очень удобная деталь. В случае, если планируется делать водопровод закрытым (плитка, гипсокартон), то патрубки оставляют такими по длине, чтобы они выступали над будущей стеной на 5-10 см.
Не экономьте на патрубках. Лучше всего перед монтажом полипропиленовых трубопроводов проконсультироваться с плиточником, чтобы он промерял перепад уровней и подсказал какой длины выводить «соски».
Подпайка резьбовых соединений (МРВ, МРН) производится позже, но в полном взаимодействии с плиточником (гипсокартонщиком), до установки плитки, чтобы все фитинги стали красиво и не выступали над поверхностью стены больше, чем надо для эстетики.
Процесс должен осуществляться в соответствии с этапами, которые предусматривает инструкция по монтажу полипропиленовых труб:
- Подготовить сварочный аппарат. Очистить от грязи тефлоновые насадки необходимого диаметра и насадить их на сварочный аппарат, настроенный на 260 градусов. Длительность нагревания зависит от температуры окружающего воздуха. Работу можно начинать при отключении индикатора термостата.
- Подготовить трубы к сварке. С этой целью необходимо предварительно тщательно отмерить нужную длину труб и отрезать в намеченном месте. Снять алюминиевый слой, при наличии оплетки, с помощью зачисток, предназначенных для фольги. Фитинги и трубы проверить на наличие брака и хорошо очистить от грязи. Для предотвращения перепайки трубы с последующим сужением ее сечения надо отметить длину соединения с фитингом.
- Нагреть фитинг и трубу, после чего первым на насадку следует надеть фитинг. Если он «сидит» на ней не плотно, его надо заменить другим.
- После того, как на насадку надеты фитинг и труба, их следует нагреть согласно таблице сварки этих деталей. В процессе нагревания обе детали должны быть полностью неподвижны.
- После нагревания в течение указанного в таблице времени детали надо снять с насадки и медленными (не круговыми) движениями осуществить насадку их друг на друга, после чего выждать время для охлаждения.
Техника безопасности
При сварке труб соблюдайте технику безопасности
ТБ при монтаже труб простая: как и при обращении с любыми горячими предметами. Если паяете трубы большого диаметра, то позаботьтесь о наличии рукавиц для своих рук: толстые трубы греются дольше, держать их тяжелее, поэтому риск ожогов – больше. Минимальный набор медсредств (крем «спасатель», пластырь, бинт) также должны быть в наличии.
Производите монтаж на свободном пространстве. Чтобы спаять участок в 1 м, у вас должен быть запас пространства в 2 метра. При пайке на площадке должно быть минимум предметов под руками и ногами: сваривая сложные участки, часто переворачивая их, примеряя, будьте аккуратны, чтобы не задеть паяльник.
И если вы решили монтировать водопровод или отопление своими руками, то пригласите друга-помощника: сложные конструкции лучше паять вдвоем.
Резюме
Пайка полипропиленовых труб не представляет собой особой сложности: по сути – это конструктор. Главное – внимательность и аккуратность. Кажущийся легким монтаж, на самом деле, не для торопыг. Изначально, надо перепаять метров двести водопровода, чтобы понимать тонкости этого дела.
Изучение видео материалов и матчасти, а также наставничество опытного водопроводчика не помешают, однозначно. Ну а так – ничего сложного: ведь не боги трубы своими руками паяют!
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте далее: